

LEWCO Heavy Duty Transfer Car for Furnace Application
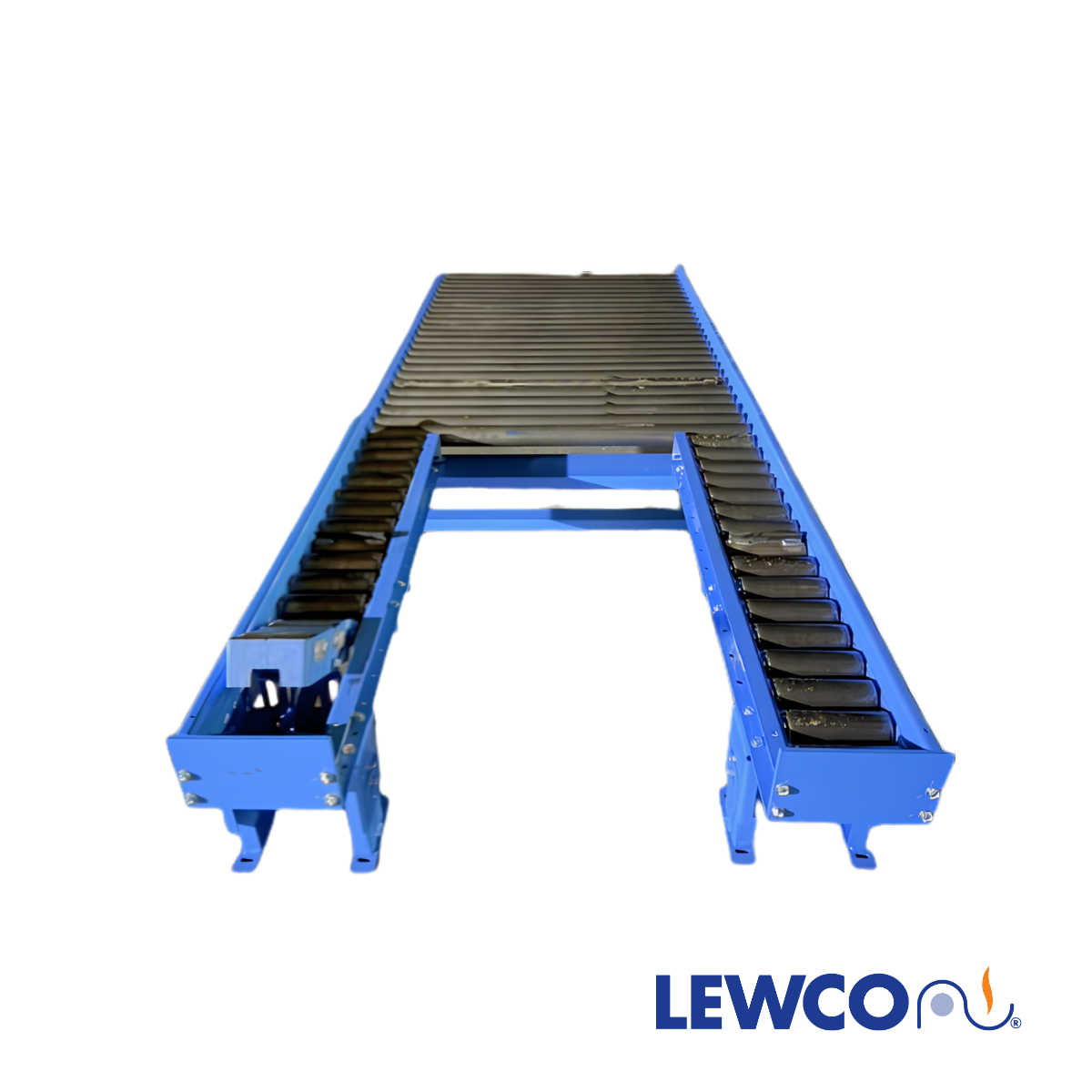
Recently, LEWCO was asked to move product between several queue stations with a transfer car. The load was substantial, 60” square and up to 4,000 lbs. Our engineers worked with the customer to provide heavy-duty Chain Driven Live Roller conveyors with 3.5” diameter .300” wall rollers. The same conveyor was mounted to a powered transfer car frame to service the stationary zones.
The transfer car was unique in that it included an operator control station built right onto the unit. LEWCO mounted the customer-provided electrical panel, and wired it complete to the onboard devices.
One of the stationary zones doubled as a forklift drop-off station, so our design team added guides to assist the forklift operator in properly locating the pallet. LEWCO equipment is all made-to-order; it can be customized to fit specific application requirements where needed.
LEWCO engineers work in 3D modeling software to design equipment, so 3D models of the finished product were sent to the customer for their use in planning the placement of components in their layout.
LEWCO offers a quality product that is cost effective and built to the highest industry standards. Reduction in manual material handling, improved product flow, better ergonomics and elimination of shipping damage are just some of the benefits of a well-designed LEWCO conveyor system.
LEWCO has an extensive amount of experience designing and manufacturing Conveyor Equipment. Our highly knowledgeable staff of Application Engineers can help assess your application and recommend cost effective solutions. You can email your requirements to conveyorsales@lewcoinc.com, call (419) 625-4014 ext.4003, or request a quote on our website.