

LEWCO Plastic Tote Lane System
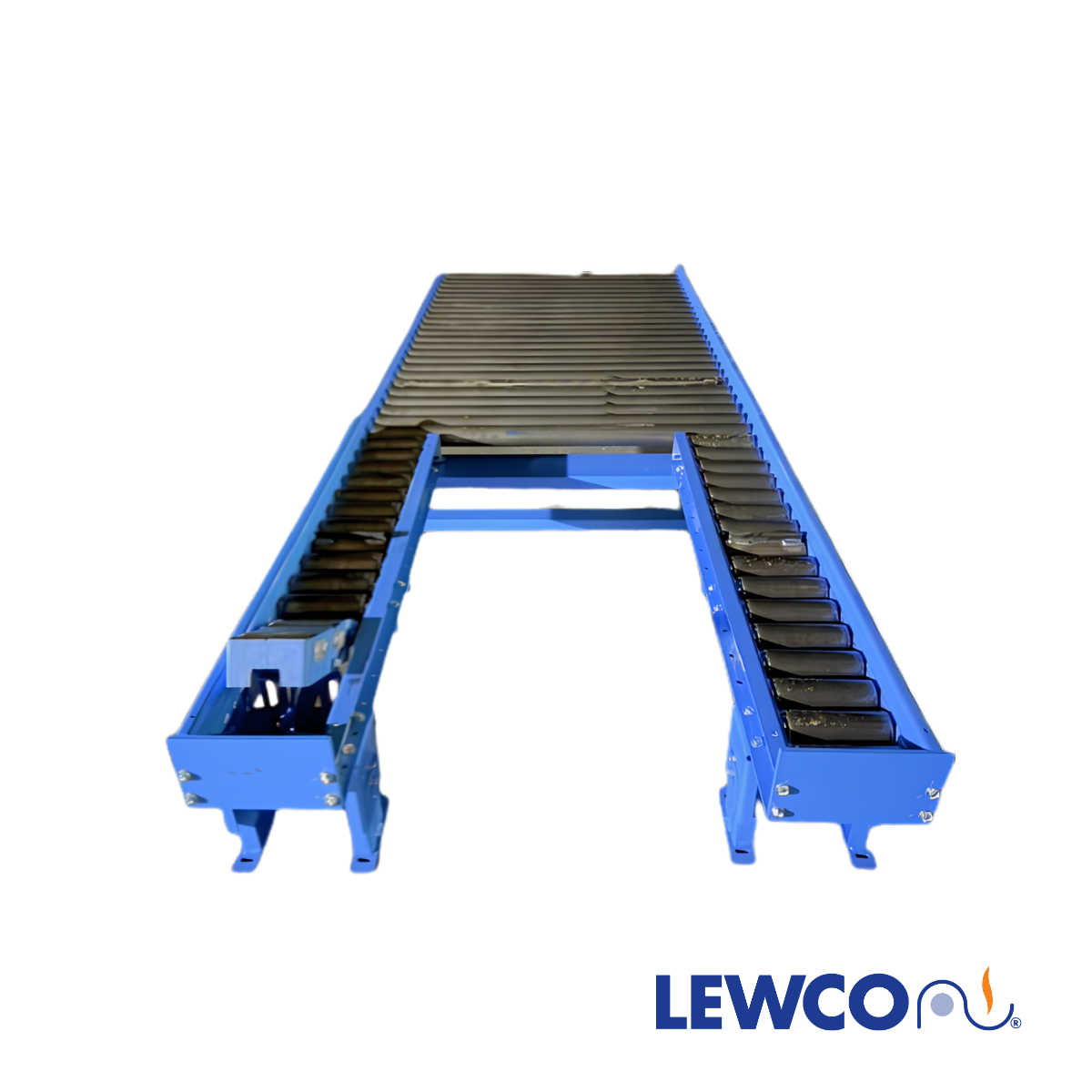
A long-time customer of LEWCO came to us needing to service multiple lanes of product in 15”x24” plastic totes, stacked four high, weighing up to 250 lbs per stack. Each lane was actually two independent tote lanes, mounted together in wide supports. Poly-V roll-to-roll belts were used for positive drive and a quiet system. Zones were powered with 24vdc motors.
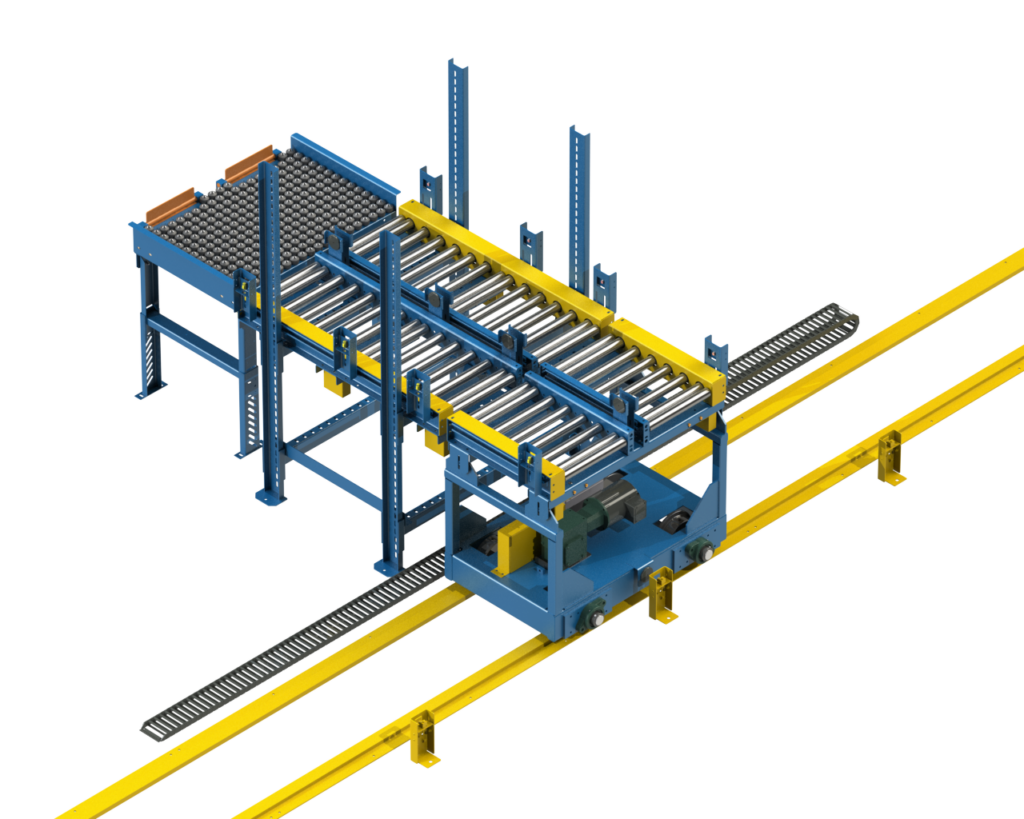
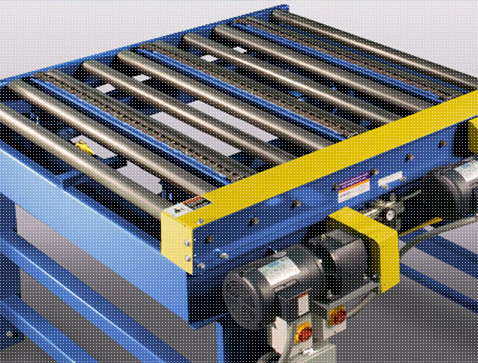
A transfer car was the best solution to service the lanes, with a dual lane conveyor on top. A touchscreen allowed the operator to quickly select the proper lane for delivery. LEWCO supplied full system controls, with main panel, remote panel, and all on-conveyor control devices. The system was partially set up in house and run-tested prior to shipment.
BDLR (Belt Driven Live Roller) was included in the system for low-pressure accumulation and gravity conveyor for storage.
LEWCO offers a quality product that is cost effective and built to the highest industry standards. Reduction in manual material handling, improved product flow, better ergonomics and elimination of shipping damage are just some of the benefits of a well-designed LEWCO conveyor system.
LEWCO has an extensive amount of experience designing and manufacturing Conveyor Equipment. Our highly knowledgeable staff of Application Engineers can help assess your application and recommend cost effective solutions. You can email your requirements to conveyorsales@lewcoinc.com, call (419) 625-4014 ext.4003, or request a quote on our website.