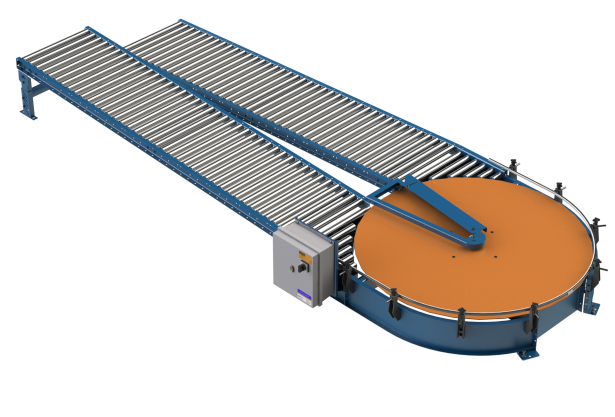


LEWCO Continuous Disc Turn Conveyor
Our Integrator’s customer needed to combine several lanes of gravity roller conveyor into limited space in his multi-floor Distribution center. The conveyor needed to travel continuous from the second level to the ground level. After considering 180° curves (powered and non-powered), right angle pushers, and cross lane transfers, they decided on the continuously rotating disc turn. In addition to saving precious real estate, the combination of very similar product sizes and steady, continuous throughput, made the disc turn a great solution without a lot of complexity.
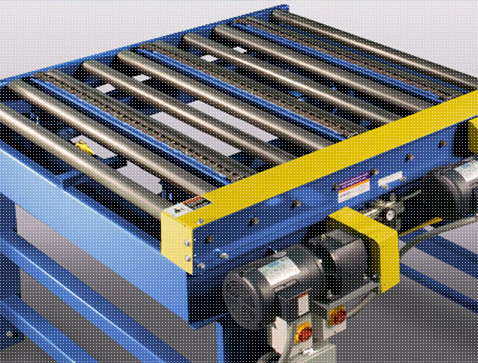
Due to the simplicity of the application, costly controls, product stops, or other traffic controls are not needed. The disc rotates continuously, supported by our high-quality slewing ring and driven via a friction drive wheel to move product from one lane to the next.
Product orientation is maintained with the adjustable guard rails.
LEWCO offers a quality product that is cost effective and built to the highest industry standards. Reduction in manual material handling, improved product flow, better ergonomics and elimination of shipping damage are just some of the benefits of a well-designed LEWCO conveyor system.
LEWCO has an extensive amount of experience designing and manufacturing Conveyor Equipment. Our highly knowledgeable staff of Application Engineers can help assess your application and recommend cost effective solutions. You can email your requirements to conveyorsales@lewcoinc.com, call (419) 625-4014 ext.4003, or request a quote on our website.