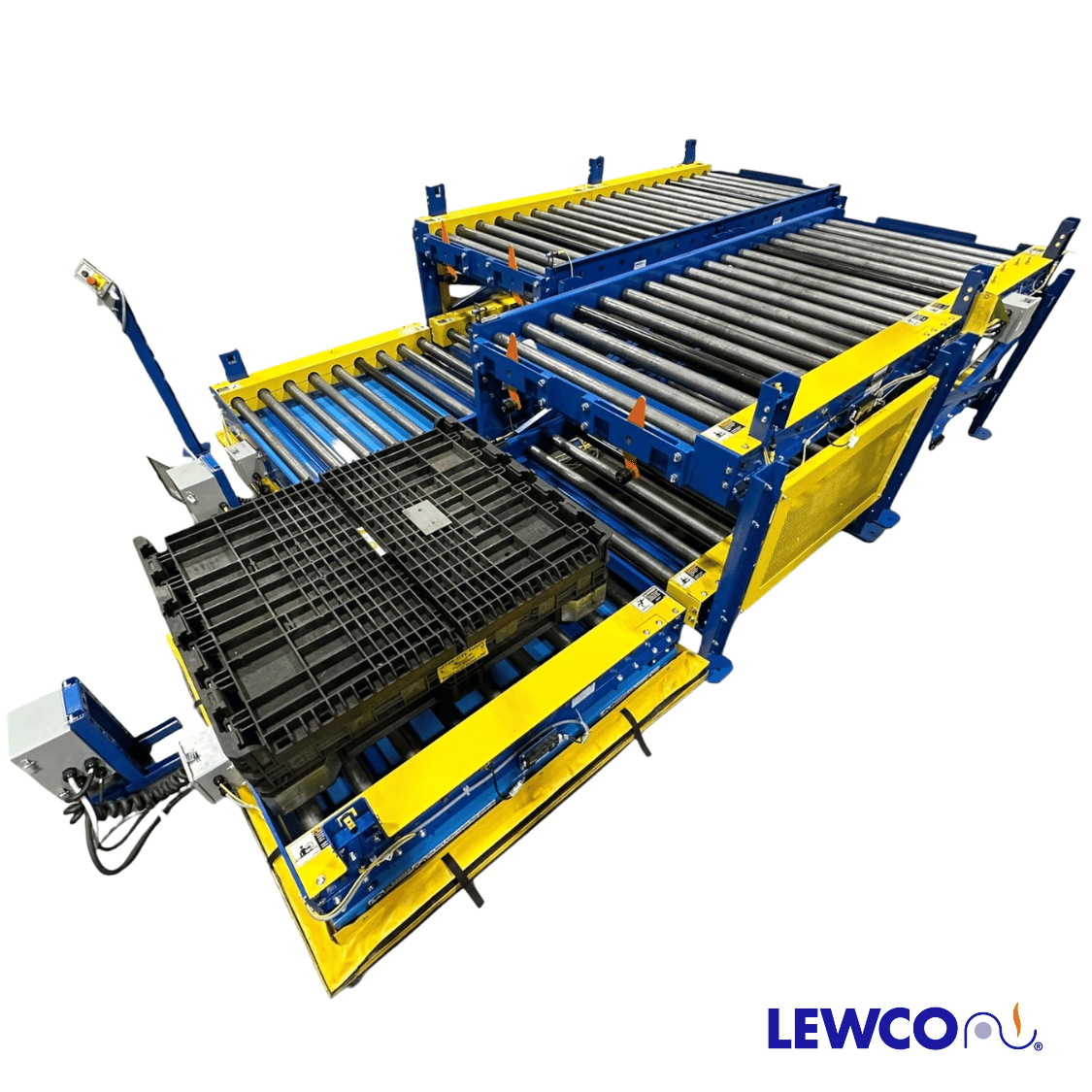


Over and Under CDLR Battery Rack System with Shuttle Car
A customer approached LEWCO, Inc., requiring a double level CDLR system for handling EV batteries and racks. The lower level was the infeed accumulation conveyor for the full racks (3 batteries). The upper level was the discharge accumulation conveyor for the empty racks but designed to be able to convey the occasional full rack, too.
The operator of the system needed to remove one battery at a time from the rack using an overhead jib crane and hoist. The trouble was getting access to the back side of the battery to connect the hoist. LEWCO developed a shuttle conveyor with a built-in scissors lift table. The shuttle moved this battery rack far enough beyond the end of the infeed conveyor to allow personnel access to the back of the battery.
The shuttle was not able to move if the scissors lift was not fully collapsed. The lift table would not function unless the shuttle was in position to accept or send the racks.
Operator safety was emphasized for this operation. Floor mats, light curtains, area scanners, and two-hand operation for the shuttle movement. The customer was actively involved in the safety system design, too.
LEWCO provided all system controls, including Allen-Bradley PLC and HMI. For quality assurance, the whole system was set-up and rigorously tested prior to shipment.